企业免费推广平台
东莞市虎门东巨磨具经营部金刚石内孔研磨棒,CBN内孔研磨棒,钨钢内孔研磨棒
133****2953




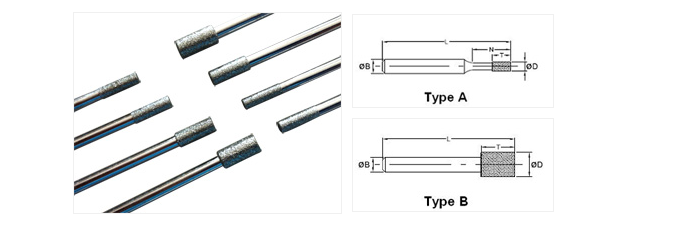
电镀结合剂 CBN坐标磨砂轮 JG磨棒 内孔研磨棒常用规格
3D*10T*60L*6B CBN320P
6D*10T*60L*6B CBN200P
8D*10T*60L*6B CBN180P
10D*10T*60L*6B CBN150P
12D*10T*60L*6B CBN120P

什么是坐标磨?
顾名思义就是在坐标磨床上,利用精密坐标测量装置,对零件的孔及孔系进行高精度的切削加工。
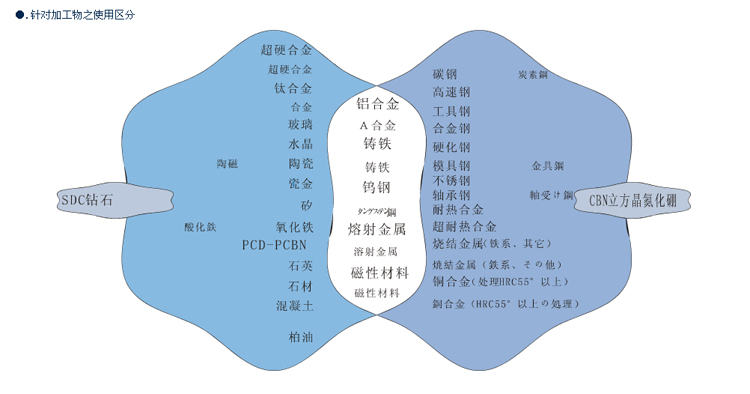
座标磨床英文为 "JIG GRINDER" ,学术名词为简称为 "JG", 其使用砂轮称为 CBN坐标磨头 或 CBN坐标磨棒,用于冲模钢料;若用于钨钢材料,则为 SDC坐标磨头 或 SDC坐标磨棒).
坐标磨床是为了减轻材料在热处理时产生的变形而发展起来的,就算是孔距精度好高的孔还有各种各样不同的形状的轮廓都能磨削。而光学磨坐标磨则是磨削更精密的直线、圆弧、曲线等复杂形型面的。从物理研磨说他的特点:颗粒呈不规则菱形状,粗细都有,去氧化划痕的效果很好,属于主流研磨技术。那什么是光学坐标磨加工呢?实际上,光学坐标磨加工有很多种,如精密加工、机械加工和磨削加工等,而它的磨削加工又不同于其他磨床磨削方式,常见的有径向进给式磨削、切入式磨削和插磨法磨削三种。
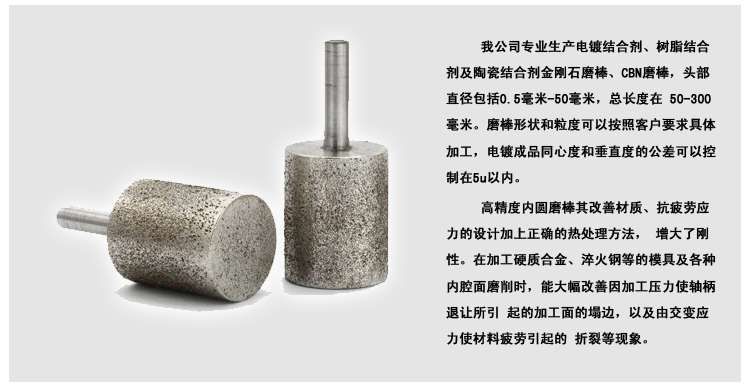
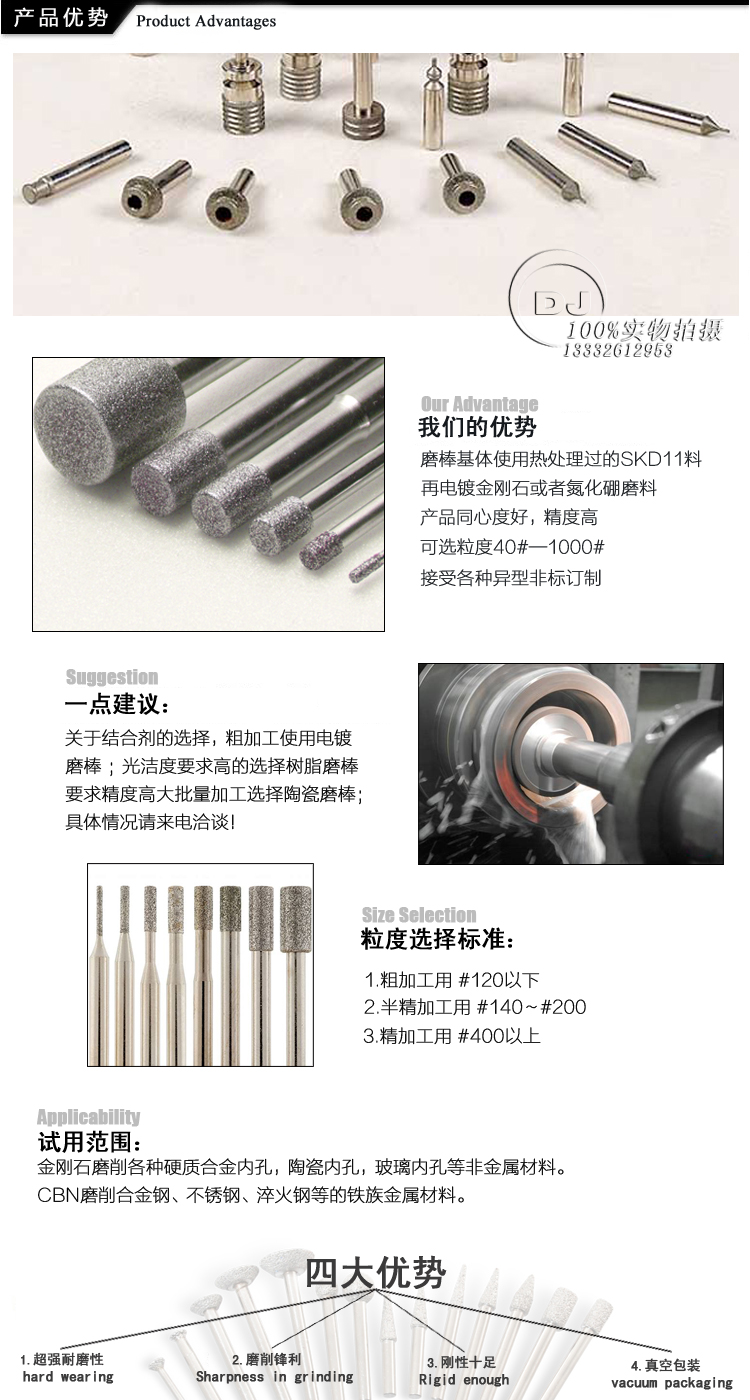
东巨高精密电镀CBN磨棒(JG坐标磨棒)配套进口连续轨迹数控坐标磨床(例如Moore 穆尔、Hauser 豪泽、Mitsuiseiki 三井、Waida 和井田等等)加工精密模具,在制造电机模具、引线框架模具、半导体专用成型模具等领域应用广泛。产品根据客户要求可定制特殊类型,比如粗加工、精加工、抛光等特殊要求均可满足。可来料加工或制作整体产品,磨料金刚石和CBN可选,金刚石磨削对象为硬质合金(钨钢)、陶瓷等;CBN磨削高速钢和热处理钢件。JG磨棒亦可应用于CNC加工中心、小型内圆磨磨床、科学研究、实验磨床等。
坐标磨床是以减轻材料的热处理变形为目的发展起来的高精密机床,结合超硬磨料磨具(坐标磨专用磨棒或砂轮),应用高速、效率高、高精度磨削新工艺,是现代精密加工、超精密加工较有效的关键设备。其特征是:坐标磨床二坐标工作台系统(精密坐标系+精密坐标测量系统)+高精度坐标磨削系统,对高硬度、淬硬钢等材料进行磨削。它可以磨削位置精度和尺寸精度很高的孔,以及各种精密轮廓形状。
坐标磨用通俗的话来说就是把铣刀换成电镀磨头,然后控制xyzc几个轴走位。类似加工中心,美国摩尔用的是发那科系统的,开始找中心稍微麻烦点,其他的都很简单,因为坐标磨棒做的比较精细,精度在0.005级别,加工一个20多深度20左右的圆大概要半小时以上。
1、MK4280数控坐标磨床是C系列中的大规格产品,采用龙门式结构机床,提高了机床的整体刚性,加工范围和承载能力有较大提高,在进一步完善性能和精度的前提下着眼于提高生产率。
2、C系列坐标磨床具备了粗磨、半精磨和精磨工艺要求,并可实现强力磨削。
3、C系列坐标磨床适应性大幅度扩展,满足了精密机械加工车间批量生产的要求。
4、此类机床是连续轨迹数控坐标磨床。具有六轴控制(X、Y、Z、U、A、C),三轴联动(X、Y、C、A中任意三联动)的功能。利用直线和圆弧逼近的方法,可对淬火后的具有任意曲线的平面图形的样板、模具型腔和冲头等零件进行加工。
5、可对淬火后的带有高精度孔距要求的坐标孔系进行磨削加工。
CNC坐标磨床磨削加工的典型形状
CNC坐标磨床磨削加工的典型形状包括:
1、圆孔磨削(直孔、小孔、锥孔、盲孔等);
2、平面磨削;
3、方孔磨削;
4、圆弧磨削;
5、槽的磨削;
6、球面磨削;










附录:如何选择合适的金刚石/CBN磨头尺寸?
1,内圆磨棒直径不宜太大或太小
磨内孔时,若砂轮直径太大,则砂轮与工件的接触弧随之增大,使磨削热增加,冷却和排削困难。若砂轮直径太小,难以达到 理想的磨削速度(30m/s~50m/s),使磨削厚度增加,磨粒所受的符合增大,容易磨钝,使内孔表面粗糙度增大,生产效率降 低。
为了获得良好的磨削效果,砂轮直径与内孔直径应保持适当的比值,此比值通常在0.5~0.9之间。当孔径较小时,只要问题是砂轮圆周速度低,此时应取大比值;当孔距较小时,主要问题是冷却和排屑困难,此时应去较小的比值。内圆砂轮直径选择可参考下表。
| 被磨孔的直径/mm | 砂轮直径/mm | 被磨孔的直径/mm | 砂轮直径/mm |
| 12~17 | 10 | 45~55 | 40 |
| 17~22 | 15 | 55~70 | 50 |
| 22~27 | 20 | 70~80 | 65 |
| 27~32 | 25 | 80~100 | 75 |
| 32~45 | 30 |
2,内圆磨棒工作宽度不宜太宽或太窄
内圆磨削时,如果砂轮宽度太窄,砂轮容易磨损,不利于提高生产效率和降低表面粗糙度;如果砂轮太宽,则磨削力增大,易引起砂轮接长轴弯曲变形。因此磨内孔时,应选择合适的砂轮宽度。在接长轴刚性和机床功率允许的范围内,砂轮宽度可以按工件还长度选择,见下表。
| 磨削长度/mm | 砂轮宽度/mm | 磨削长度/mm | 砂轮宽度/mm |
| 14 | 10 | 45 | 32 |
| 30 | 25 | 50以上 | 40 |
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
东莞市虎门东巨磨具经营部 Copyright © 商名网营销建站平台 All Rights Reserved.


